 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese Send SMS
Send SMS
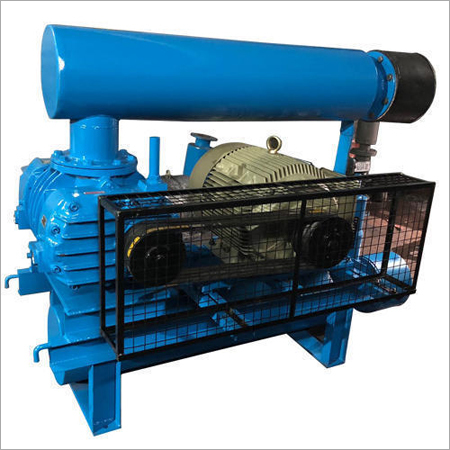
Twin Lobe Water Cooled Compressor
250000 INR/Unit
Product Details:
X
Twin Lobe Water Cooled Compressor Price And Quantity
- 1 Unit
- 250000 INR/Unit
Twin Lobe Water Cooled Compressor Trade Information
- Ahmedabad , Gujarat
- Letter of Credit (L/C) Cash Advance (CA) Telegraphic Transfer (T/T) Cash in Advance (CID) Cheque
- 10 Unit Per Month
- 1 Week
- All India
- IE Certified
Product Description
We are counted amongst the leading manufacturers, exporters and suppliers of excellent quality Twin Lobe Water Cooled Compressor. Offered compressor is used in various operations like backwashing of filter beds, diffused aeration, blending, fluidization and conveying.This compressor is precisely manufactured by our deft professionals by utilizing premium quality machining components and the cutting-edge technology with the international quality standards, this Twin Lobe Water Cooled Compressor can be availed from us in plethora of specifications as per the exact requirements of our clients at market leading rates.
Features:
-
Superior enclosed counter-balanced drive system for vibration free operations
-
Large inlet and outlet connections for minimum loss
-
High static pressures due to its lightweight construction
-
Robust bearings for smooth operations
-
Improved volumetric efficiency with reduced operating temperatures
-
Impeccable performance and high operation speed
-
Provides trouble free functionality
Application Of Products:-_
Water treatment plants : For Backwashing of filter beds or Aeration.
Effluent treatment plants : For Diffused Aeration and Agitation effluent.
Chemical plants : For Supplying of process Air and Aeration.
Cement plants : For Blending , Aeration , Fluidization and Conveying.
Pulp & Paper plants : Chip Conveying, & Process Vacuum
Pneumatic conveying : To conveying the material
Oil & Gas : Gas Collection & Sparging
Soil Remediation : Vacuum Extraction & Sparging
Dry Bulk Handling : Trailer Unloading & Extraction
Glass : Burner Air & Mould Cooling
Vacuum Loader : For emptying Septic Tanks
Aquaculture : Aeration for fish farm and maintaining the dissolved oxygen level
Electroplating : Aeration of plating tanks and for oil free air agitation of electrolyte to maintain the uniform density.
Enter Buying Requirement Details
Other Products in 'Twin Lobe Water Cooled Compressor' category


Contact Details
SHREEJI TECHNOLOGY
Ahmedabad, Gujarat, India
Ahmedabad, Gujarat, India
Plot no 2206 , 7 & 17, Hariom Estate, Opp. Power House, Phase-IV, GIDC, Vatva, Ahmedabad - 380050, Gujarat, India
Phone :08045812891
Mr Yogesh Bhatt Milap Bhatt
(Partner)
Mobile :08045812891
|

 |
SHREEJI TECHNOLOGY
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |